Background
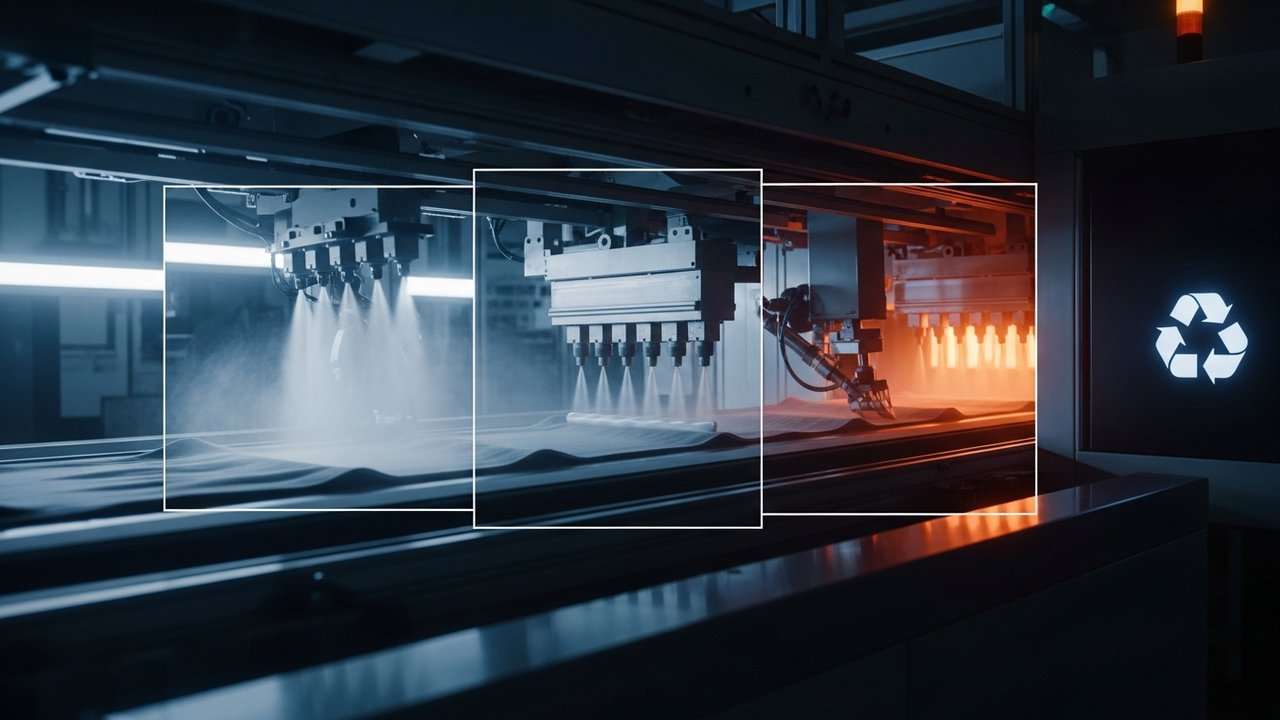
Textile materials are utilized across a vast range of applications, from clothing and furniture to automotive and aerospace sectors. These materials are required to possess diverse functionalities, including safety (flame retardancy), durability (abrasion resistance, strong adhesion), comfort (breathability, flexibility), and environmental considerations (recyclability). However, conventional coating technologies have struggled to impart these often-conflicting functionalities simultaneously and efficiently. Particularly, attempts to enhance flame retardancy often compromise fabric flexibility or increase environmental burden. Therefore, there has been a strong demand for new coating technologies that can exhibit multiple advanced functions with a single material while being environmentally friendly.
Key Findings / Results
To meet these complex demands, this research developed a novel multilayer coating system based on an innovative side-chain functional group synergy strategy, leveraging side-chain cation-π interactions. Specifically, a bilayer coating combining the polycation PMPC (poly[2-(methacryloyloxy)ethyltrimethylammonium chloride]) with PMEDP (poly[2-(methacryloyloxy)ethylphenylphosphonic acid]), which contains phosphorus, nitrogen, and aromatic groups, was fabricated on a cotton substrate. This transparent bilayer coating simultaneously achieves the following outstanding performances:
- Strong Adhesion and Mechanical Durability: The side-chain cation-π interactions ensure strong adhesion between the coating layers and excellent adherence to the substrate. This prevents coating delamination even after 500 cycles of abrasion friction, significantly enhancing the mechanical durability of the fabric.
- Highly Efficient Flame Retardancy: The P/N/aromatic combined composition exhibits an efficient char-forming effect during thermal decomposition. This results in a high Limiting Oxygen Index (LOI) of 32.0% and rapid self-extinguishing behavior upon removal from a flame source. This LOI value is a high level that meets many flame retardancy standards.
- Excellent Hydrophobicity: The micro-structure and composition of the coating surface collectively impart excellent hydrophobicity (sufficient waterproofing, though not superhydrophobicity), preventing functional degradation due to water contact.
- Recyclability and Breathability: This coating system is designed to be recyclable, considering environmental impact. It maintains the inherent breathability and moisture permeability of the fabric, ensuring comfortable wear without compromise.
These functions have often been in a trade-off relationship with conventional materials, making their simultaneous achievement in a single system a groundbreaking advancement.
Technical Significance & Outlook
This multilayer coating technology, utilizing side-chain cation-π interactions, opens new avenues for the development of next-generation high-performance and fire-safe materials. Its application scope is incredibly broad, ranging from seats and interior materials in the stringent aerospace sector, protective gear for military and firefighting, medical textiles, to everyday apparel and household textile products. This technology not only enhances product safety and functionality but also contributes to resource conservation through extended product lifespan and reduced environmental footprint via recyclable design.
Future challenges include the applicability to large-scale manufacturing processes, compatibility assessment with more diverse textile materials (e.g., synthetic fibers and blends), and detailed evaluation of long-term environmental impacts. Nevertheless, this research presents a new paradigm in functional material design and is expected to drive essential material innovations for a sustainable and safe society.





Comments